16.07.2024
Study
Reducing water consumption and optimizing CIP in an industrial perforated varnish plant

Within the pharmaceutical production industry, cleaning is the most energy and water-intensive process. In fact, over two-thirds of water usage in production plants is directly attributable to the cleaning of equipment, vessels, pipes, vials, and bottles.
Pharmaceutical companies are increasingly seeking to improve their water usage through a reduction and recovery approach. Within the industry, certain types of pharmaceutical production wastewater are actually cleaner than the water that initially enters the plant, such as the treated water used for final equipment rinsing. It is therefore practical to conserve some of this effluent for the purpose of reducing the volume of water that requires treatment before being discharged into the external environment, as well as to lower overall water consumption.
New innovations in CIP technology
Innovations in CIP (Clean-in-Place) technology have introduced new opportunities to improve water usage throughout all phases of the wash cycle
However, energy consumption and water volume can fluctuate depending on the specific process being employed. Despite this, few manufacturers have implemented tools or technologies to make the CIP process more efficient. This article aims to explore the essential components necessary to optimize water consumption during CIP washing, specifically through operational efficiency, process design, and enhanced automation.
During the CIP process, production operations must come to a temporary stop. Nevertheless, advancements in CIP automation have led to a significant reduction in troubleshooting time in the event of a problem. Previously, diagnostic procedures could take hours to complete, but with improved automation, these procedures can be completed in just a few minutes. An optimized CIP process can also decrease cleaning time by as much as 20%. If the current cleaning time amounts to roughly 5 hours per day, a 20% reduction would translate to an additional hour of production time per day.
In order to decrease the amount of water and chemicals used during the cleaning process
It is possible to introduce recovery systems that enable the reuse of liquid instead of having it flushed down the drain. Other strategies to optimize cleaning include experimenting with new chemicals, adjusting cleaning times, altering water temperatures and settings, maximizing the efficiency of chemicals, and implementing eco-friendly solutions. Installing flow meters on inlet and outlet pipes can also allow for the monitoring of the volume of liquid sent and received.
The sealed valve membrane can be analyzed to detect any unusual losses.
To achieve the best results, an effective purge recipe should be based on four key parameters (commonly referred to as the “4 T rule”). The process automation system continually monitors and evaluates these four essential parameters to determine the optimal combination, which ultimately results in significant cost savings.
The four key parameters, also known as the “4 T’s,” are defined as follows:
- Time: the duration of the cleaning cycles.
- Temperature: the temperature of the cleaning products.
- Concentration level: the concentration of cleaning agents.
- Turbulence: the speed, pressure, and impact of the fluids generated by the cleaning agents, necessary to accomplish the cleaning task.
After the final rinse, a final check can be conducted. The software will display a “residual conductivity” measurement. If this value is high, it indicates that the last rinse was inadequate and some chemicals remain present in the pipes.
Test
The following example outlines a test conducted on a coating plant to optimize flushing water usage.
Equipment: The PERFIMA 200 perforated coating machine (IMA, Italy) with a 250L perforated drum, 4 coating guns, an external cabinet for drum installation, and air inlet/outlet channels was selected for cleaning. The machine is equipped with a CIP system featuring a spray ball and cleaning nozzles that target all areas requiring cleaning after the process.
The Hydrowash washers efficiently supply the PERFIMA CIP system
With the appropriate water type for each phase (up to 3 water inlets – tap water, softened/demi and purified), control water temperature using the built-in water heat exchanger, and automatically dose detergent (up to 3 detergents) with the integrated detergent dosing system.
The implementation of in-line temperature and detergent control systems presents considerable benefits in terms of energy and washing agent consumption, eliminating the need for pre-diluted water and detergent mixture stored in tanks or the use of heated water. The PERFIMA CIP lines are engineered to achieve a uniform water flow rate that optimizes the performance of these control systems. Moreover, to prevent hygiene risks and cross-contamination, heated compressed air is provided at the end of the washing phases to dry and sanitize the CIP lines.
The washing lines in the PERFIMA CIP are designed to cover all internal surfaces of the machine, and a recirculation system is connected to the main effluent discharge
The operator has the option to select “through” or recirculation for each phase of the washing recipe.The washing lines in the PERFIMA CIP are designed to cover all internal surfaces of the machine, and a recirculation system is connected to the main effluent discharge. The operator has the option to select “through” or recirculation for each phase of the washing recipe.
The recipe tables specify the wash lines, which are connected to distributors on the plant’s surface and are categorized as follows:
Line I1
- Front and rear rotating nozzles inside the drum
- 1 rotating nozzle on the front door
- 1 rotary nozzle on the air outlet shut-off valve
Line O1
- 2 rotary nozzles on the left-hand side of the cabinet
- 1 rotary nozzle on top of the enclosure
Line O2
- 2 rotary nozzles on the right-hand side of the enclosure
- 1 rotary nozzle on air inlet shut-off valve
Line O3
- 2 rotating nozzles inside the outlet air conveyor
- 1 rotating nozzle above the outlet air conveyor
Line O4
- 1 rotating nozzle on the air outlet pipe
- 2 rotating nozzles below the outlet air conveyor
Line O5
- 3 rotating nozzles on the left-hand side of the cabinet
Procedure for Contamination
In order to replicate industrial production conditions, the coating machine was loaded with 150kg of placebo tablets coated with Opadry 85F Pink, prepared in a 20% concentration of water, resulting in a 45-minute spray process that was repeated 10 times. This allowed for proper simulation of the industrial production process. However, due to the new mixing system in the coating machine, which provides optimal distribution of the coating and minimal material loss, the equipment’s contamination level was not critical after 10 runs.
Standard CIP recipe
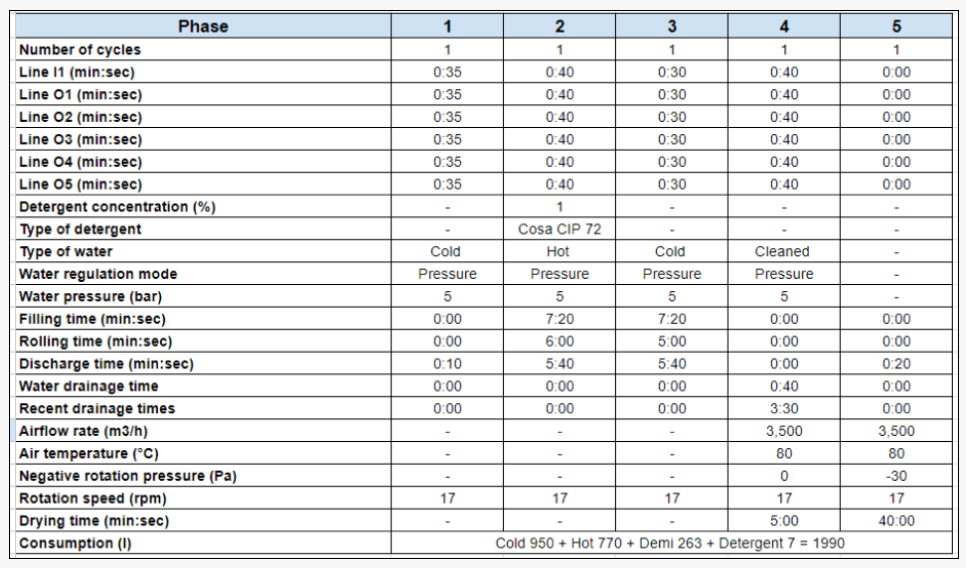
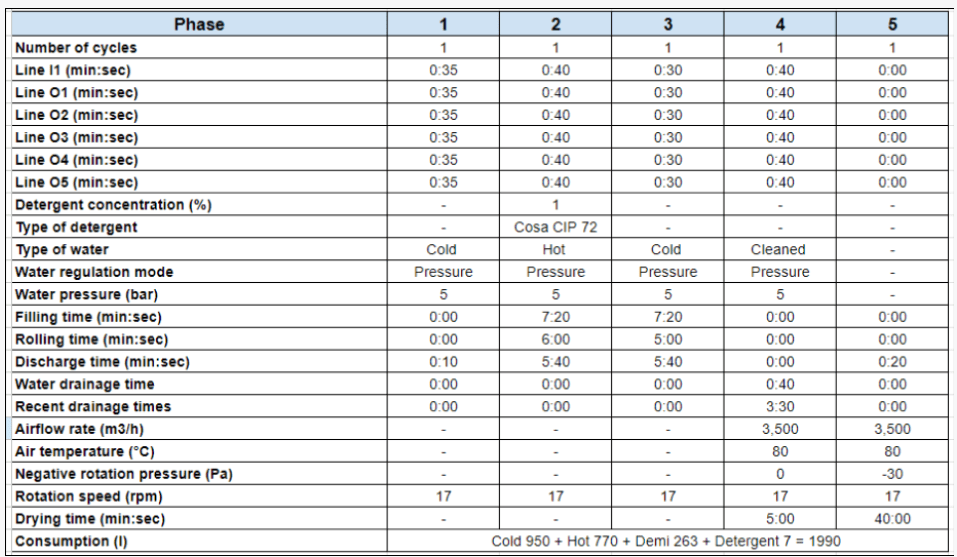
A standard cleaning-in-place (CIP) recipe was implemented with the parameters listed in Table 1 in order to have a fair comparison after the contamination procedure.
Table 1: Standard CIP recipe
A recycling recipe was employed to minimize water consumption by reusing a portion of the water, as shown in the following recipe:
Table 2: Recirculating cold water and water optimisation recipe
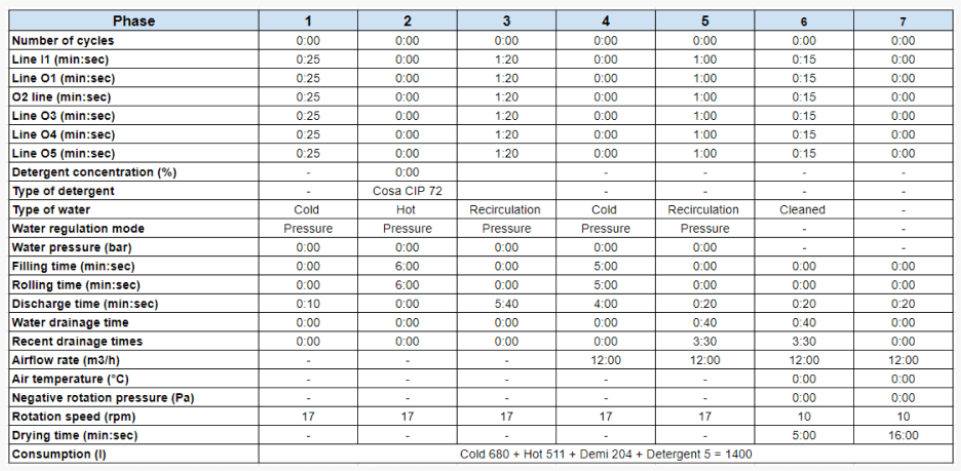
During phases 2 and 4, the coating machine stores water in the drum cabinet as a reservoir while it’s being filled. This water is later reused in phases 3 and 5, resulting in significant cost savings. To further optimize the process, the rinsing phase has been improved by dividing it into two cycles and reducing the total water usage. Studies suggest that multiple shorter cycles with shorter contact time and water feed are more effective in improving rinsing efficiency than a single cycle with longer contact time and water feed.
The final results and conclusion are as follows
both test groups showed excellent results in terms of visual control and water conductivity:
achieving a target value of 4 µC during the rinsing stage. By slightly adjusting the water timing and utilizing the recirculation procedure, the recipe was optimized, leading to a significant reduction in water usage. The overall water savings amounted to 590 litres, a reduction of 30% compared to the original recipe. Additionally, the amount of detergent used was reduced by 30%.