Solutions for the confectionery industry
Viravix Engineering is a team of professionals specializing in integrated solutions for the food and confectionery industry. Our team has successfully implemented dozens of solutions of varying complexity, from the modernization of individual production lines to the comprehensive equipment of enterprises. VIRAVIX brings together the best confectionery industry experts with manufacturers.

What do we offer?
Analysis of existing processes
We have developed our own remote monitoring system, QiVisor Web, which is a system of sensors, controllers and software. It can be connected to almost any production equipment and receive data on its operation. Setting up QiVisor is no more complicated than Wi-Fi.
Optimization of production processes
Our engineers develop individual technical solutions for the customer based on the production analysis data. They will tell you how to reduce water, electricity, and heat consumption; optimize storage, transportation, preparation of fillings, and dosing processes, increasing production efficiency in the confectionery industry.
Supply of equipment and components
Viravix officially cooperates with leading European manufacturers of food processing equipment. The customer will receive savings of 15-30% when supplying components through our company as an engineering center.
Integration of new equipment, modernization of existing production
We use 3D modeling and 3D scanning to customize off-the-shelf technical solutions to meet the operating conditions. We will not supply something that is not suitable for a particular enterprise or will significantly increase the cost of the project due to the reconstruction of capital facilities.
Technical advice and remote support
Viravix experts will always answer the questions of the director, chief engineer, technologist, and quality specialist. Thanks to QiVisor, our engineer will give prompt advice on production problems without visiting the facility. This saves response time by about three times.
Installation and dismantling of equipment, electrical work, automation and programming
We carry out all the work on a turnkey basis. We have a “trick” – the equipment is assembled by the Customer’s staff under our supervision. This approach reduces the cost of the project. We will prepare a set of assembly drawings and instructions, and monitor the process remotely.
Integrated solutions in the confectionery industry
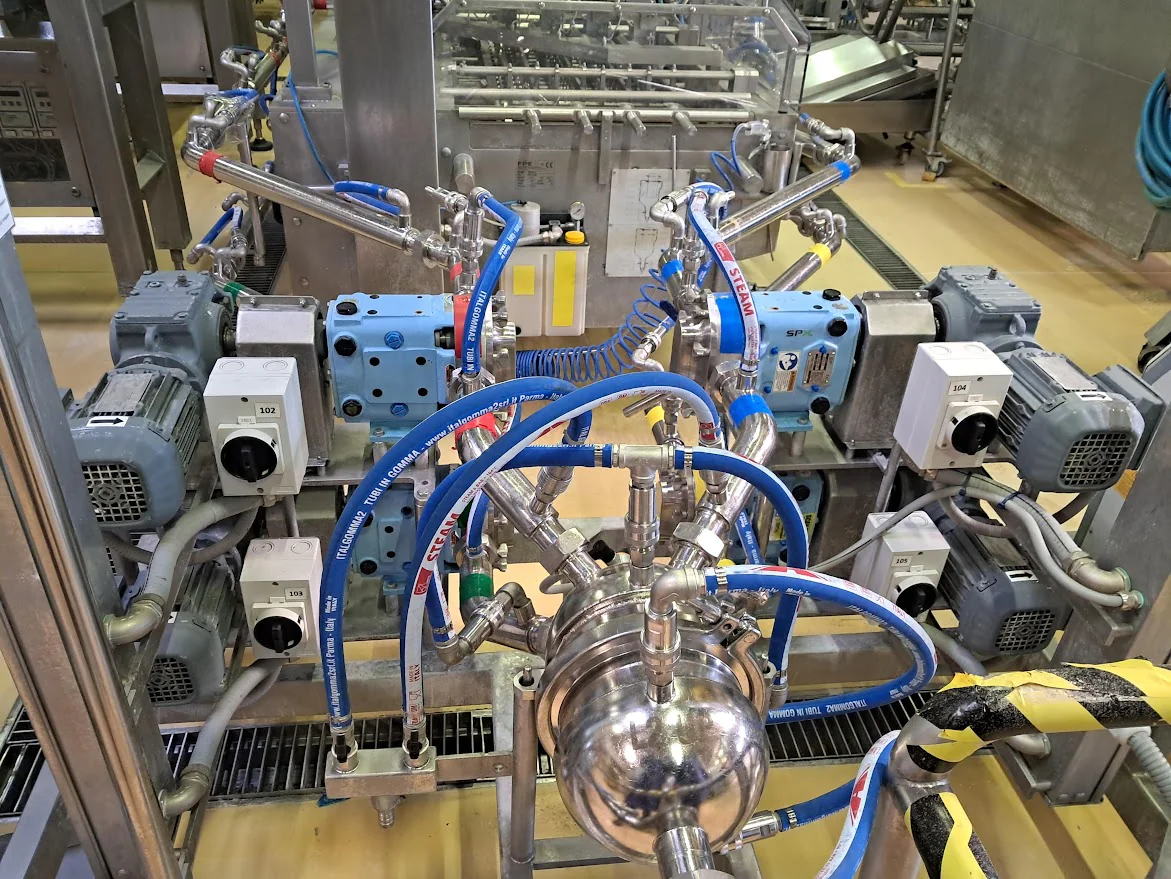
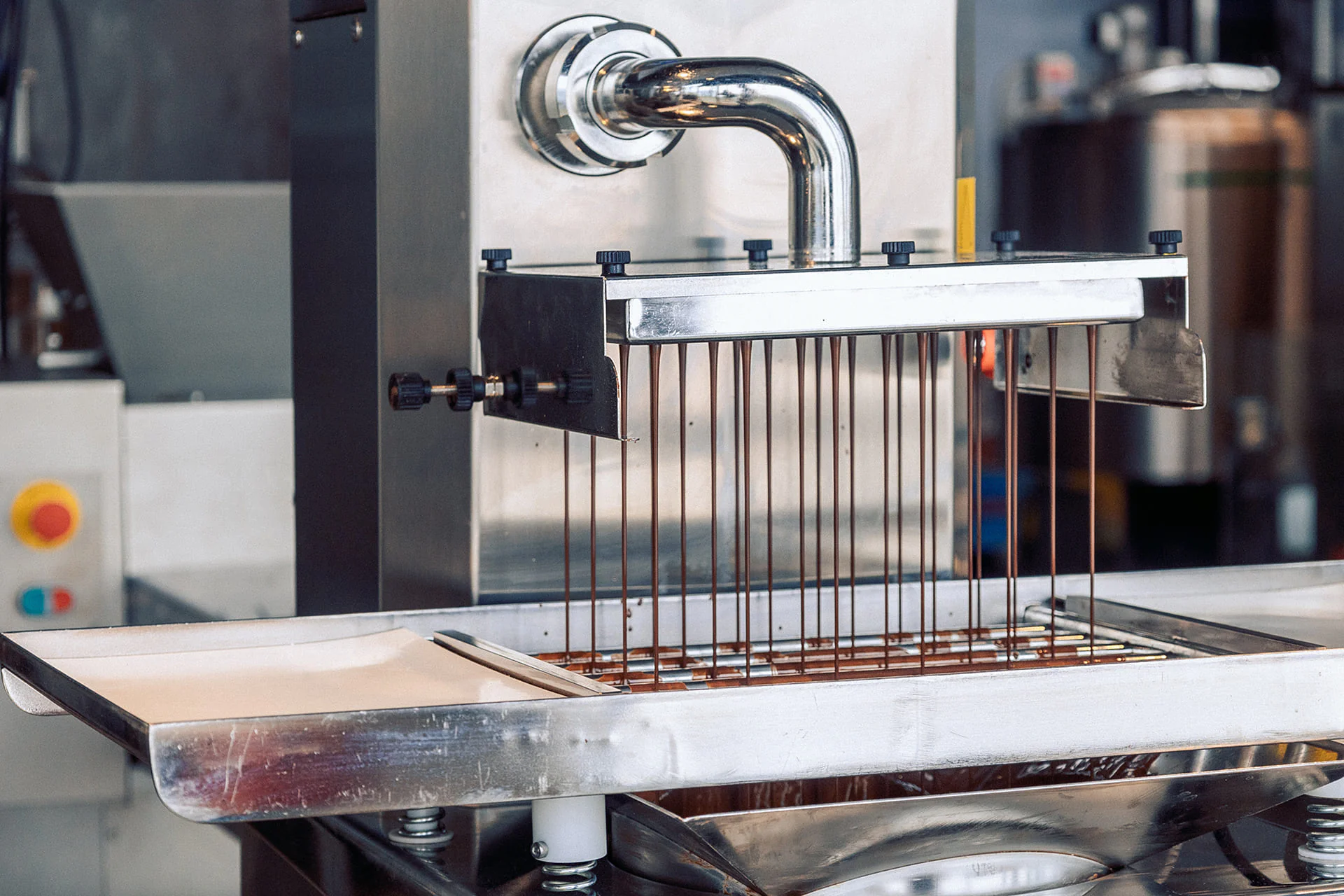
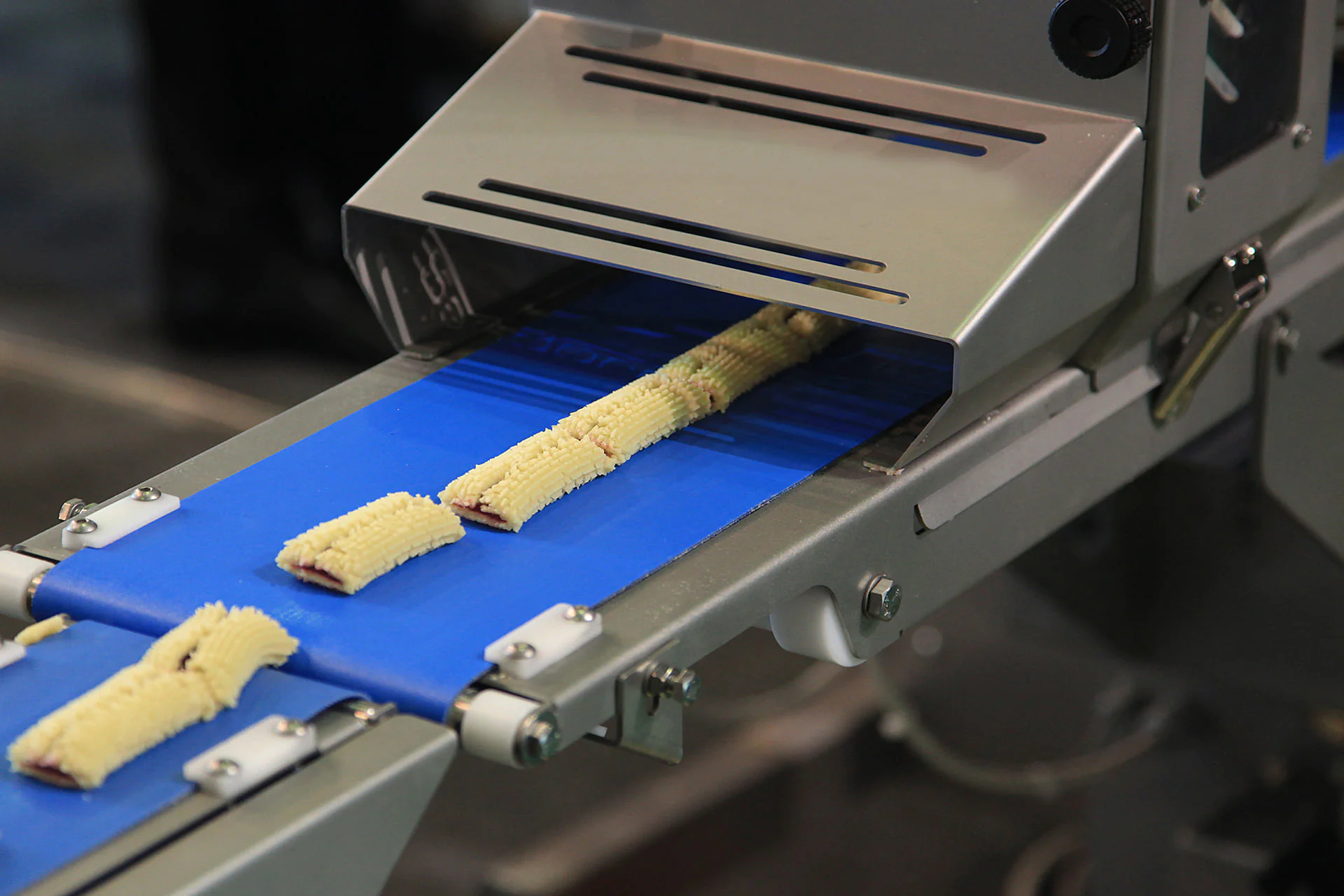
Viravix offers comprehensive turnkey projects for the confectionery industry, covering all stages of work: from unloading and transportation to processing and precise dosing. Thanks to an individual approach to each client, the company provides an optimal solution for each type of ingredient, taking into account their specific properties. Projects include the use of high-tech equipment that guarantees efficiency and consistent quality at all stages of production, ensuring maximum productivity and compliance with standards.
We directly offer CIP systems for efficient equipment cleaning, heat exchangers for optimizing temperature processes, and audits to evaluate system performance and identify opportunities for performance improvement.
Equipment
We offer equipment for liquid components
(glucose, chocolate, vegetable oils, fat cream, fillings, jam, glucose-fructose syrup, lecithin, water, creams, maple syrup)
General equipment:
- Receiving stations
- Storage tanks
- Unloading stations: magnetic separators.
- Daily buffer tanks: integrated agitators and heating modules.
- Dosing stations and units
- Melting stations (fat melting stations)
- Mobile tanks: for temporary storage of ingredients
- Intermediate tanks

Equipment for preparing creams and processing fillings:
- Mixers for cream
- Buffer tanks
- Crystallizer and decrystallizer
- Filling stations
- Product recovery system
- Additional equipment:
- CIP stations: from mobile to fully automated.
- Tempering units: to control the product temperature at all stages of processing.


Containerless storage of liquid ingredients:
Tanks with a volume of 20-40 m³ are used to store the main ingredients, ensuring continuous production. The tanks correspond to the volume of cargo batches.
Containerized storage and processing of liquid ingredients:
For secondary ingredients, daily tanks are used to temporarily store the ingredients, ensuring their constant supply to production.
We offer equipment for dry components
(sugar and flour, cocoa, coconut, salt, soda)
Storage equipment:
- Silos: large containers for storing bulk materials that allow you to store large volumes.
- Bunkers: structures in the form of buckets or cones that allow for easy loading and unloading.
- Tanks.
- Melting stations for dry ingredients:
- Bags (25-50 kg):
Designed for unloading small batches of dry ingredients. Can include manual or automatic bag cutting and dust collection systems to ensure efficient handling. - Big bags (up to 1000 kg):
These stations handle large batches of materials. They are equipped with manual bag cutting and dust collection systems and cranes for lifting and unloading large bags.
5. Pneumatic conveyors: use a jet of air to move bulk materials without the use of containers.


Equipment for processing dry ingredients:
- Vibrating sieves
- Magnetic separators
- Grinders
- Dosing hoppers provide accurate measurement of ingredients
- Micro batch dosing systems (micro dosing machines) are suitable for feeding small quantities of powdered or granular materials.


Equipment for transportation:
- Vacuum pneumatic conveying
- Discharge pneumatic conveying
- Rotary feeders
- Shut-off valves

Support equipment:
- aspiration units
- air dryers
- ATEX explosion protection systems
Why choose us
We love what we do and are happy to share our experience with the same enthusiasts. With those who are ready to learn:
- best practices from leaders in the confectionery industry;
- understanding and application of regulatory requirements;
- an engineering approach to confectionery manufacturing processes, perceiving them as a single system of interconnected components;
- the nuances of equipment operation.
All this is aimed at creating a high-quality and safe product for the consumer.
As fans of our business, we learn by ourselves and pass on our knowledge to our customers; we try to apply new things and keep old reliable practices.
We work only with trusted partners
Elaks
The company has been working in the field of industrial automation for over 30 years. It has cooperated with Nestlé, Wimm-Bill-Dann and other major players in the food industry and the pharmaceutical market.
API Schmidt
A German manufacturer of equipment for the food industry, whose products are represented in more than 100 countries. The company has numerous service centers and representative offices around the world, providing support to customers and ensuring high quality and innovation.
GEA
The international technology corporation specializes in technical solutions for food production.